





3d принтер MCh Midi/Mini на фотополимерах

MCh Midi – это профессиональный настольный 3D принтер с одной из самых больших областей печати его класса. MCh печатает по технологии стереолитографии, что позволяет достигать качества в 25 микрон или 15 микрон модель Uni FHD . Мощный проектор создает световой поток, при попадании света жидкий фотополимер застывает, за счет чего выстраивается модель.
DLP-проектор был выбран в качестве источника, так как в отличие от лазера, он позволяет формировать слой не последовательно, а одномоментно, не требует сложной и тонкой в настройке системы управления, является законченным устройством и требует лишь незначительной доработки. Конкретная модель проектора выбрана за высокий световой поток и длительное время работы лампы.
Простая, но точная механическая часть принтера управляется с помощью микроконтроллера ATMEL 2560, реализованного в рамках проекта Arduino. Связь между принтером и компьютером осуществляет через USB-кабель.
В настройках программы можно выбрать несколько режимов печати: «Быстрый», «Точный» и «Ультра», что позволяет вам выбрать либо скорость печати, либо качество печатаемой модели.
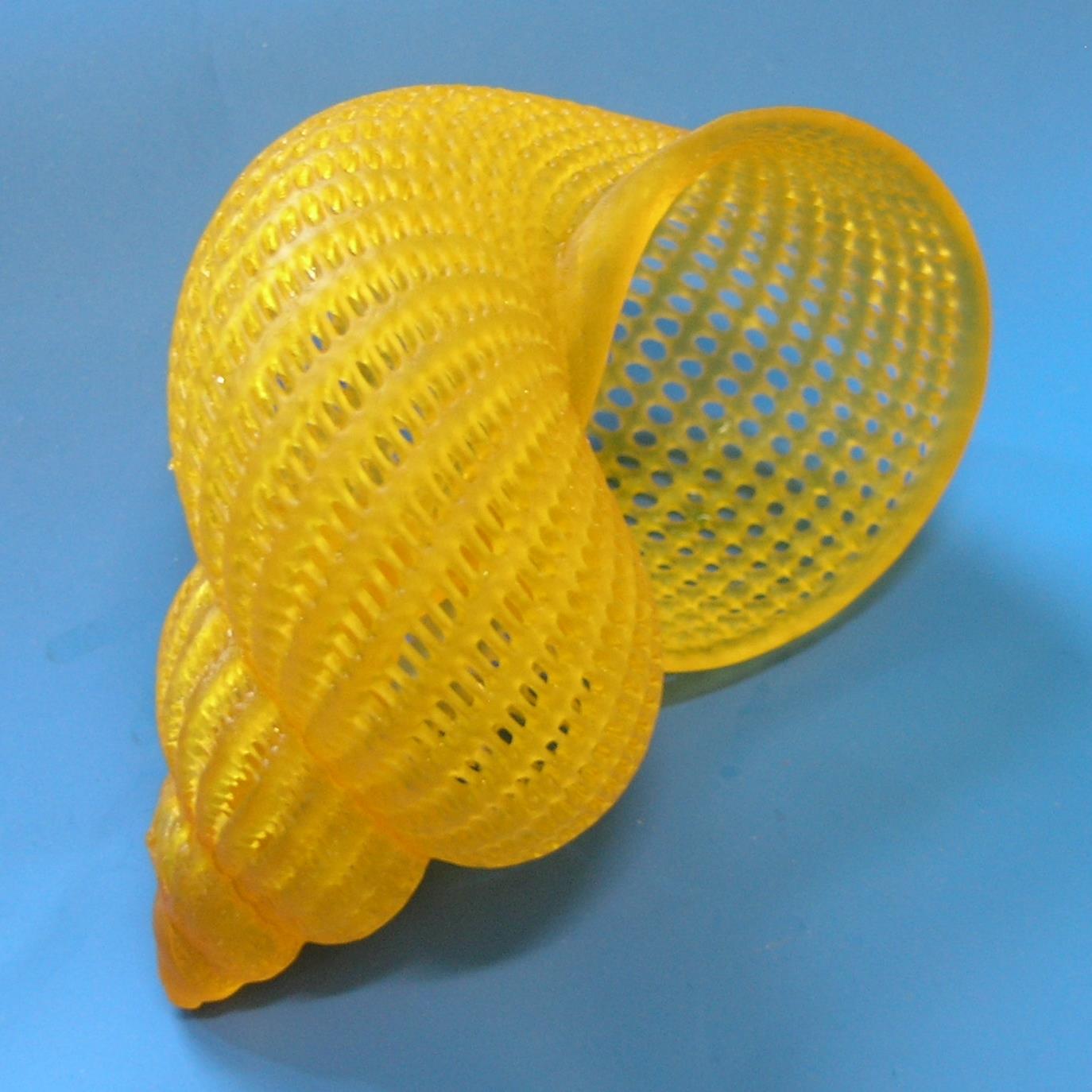
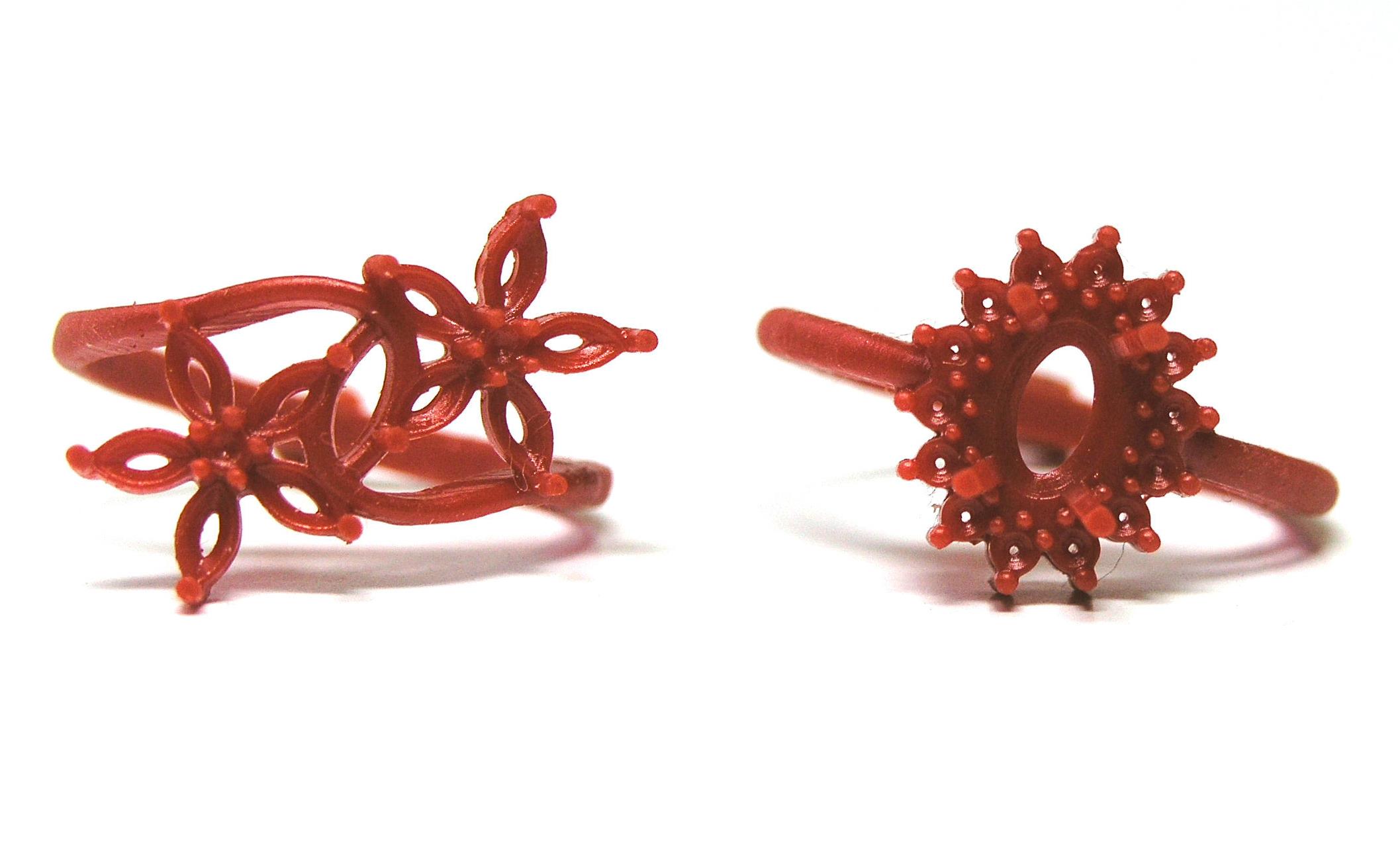
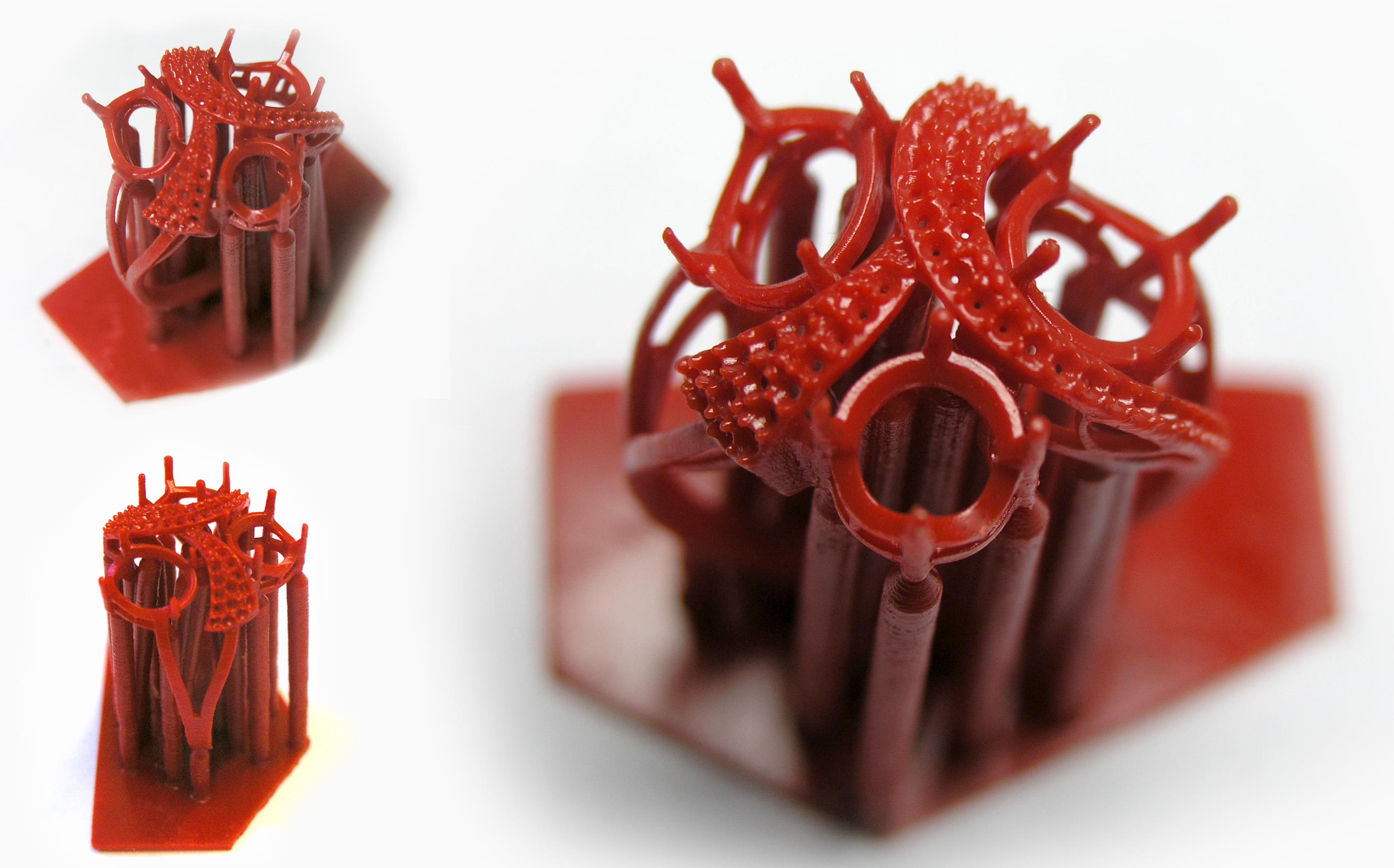
Примеры печати 3D принтера Mch Midi

.png)
.png)
.png)
.png)












Технические характеристики 3D принтера Mch Midi/Mini
Midi/mini с областью построения (X-Y-Z):160*120*300 мм; - 270000 руб.
102* 77*300 мм
Uni с областью построения (X-Y-Z); 102*77*200 мм - 270000 руб.
HD 51*38*200 мм
Uni FHD с областью построения (Х-Y-Z): 89*50*200 мм - 340000 руб.
32*57*200 мм
Собственное програмное обеспечение
Преимущества принтера Mch:
1. Российский производитель
2. Сроки по сборке и отгрузке - 30 рабочих дней
3. Качество и параметры механики превосходят аналогичные
4. Сервисное обслуживание: даем консультации в интерактивном режиме; осуществляем руководство по устранению проблем.
Преимущества технологии DLP SLA:
- качество;
- скорость построения;
- полученные образцы печати можно использовать для отливки по выжигаемым моделям в
сувенирной продукции.
|
|
Uni |
Mini/Midi
|
Uni FHD
|
| Размеры области построения |
102*77*200 мм HD 62*46*200 мм |
160*120*300 мм |
89*50*200мм 32*57*200мм |
|
|
|
||
|
толщина слоя по оси Z: быстрый режим точный режим режим ультра |
45 мкм 25 мкм Vivitek D551 3000
|
50 мкм 25 мкм |
100 мкм 50 мкм 15 мкм Vivitek H1180 1920*1080 (Full HD) 3000 |
|
Скорость построения:
|
|
|
|
| Минимальный размер детали |
0,3 мм HD 0,15 мм |
0,3 мм |
0,13 мм
|
|
Габаритные размеры |
300*400*800 мм |
300*460*1100 мм |
300*400*800 мм
|
|
Вес
|
30 кг |
45 кг |
30 кг |
|
Энергопотребление
|
300 Вт |
300 Вт |
300 Вт |


Технология печати: SLA с засветкой DLP проектором снизу
Материал построения: жидкий фотополимер 3D Ink
Формат файлов для печати: STL
STL (от англ. stereolithography) — формат файла, используемый для хранения трехмерных моделей объектов для использования в технологиях быстрого прототипирования, обычно, методом стереолитографии. Информация об объекте хранится как список треугольных граней, которые описывают его поверхность, и их нормалей. STL-файл может быть текстовым (ASCII) или двоичным.
1. Каркас в сборе с кронштейном для кюветы;
2. Кювета в сборе с юстировочной площадкой;
3. Z-координата 150мм в сборе с кронштейном и площадкой построения;
4. DLP проектор (доработан) VIVITEK D 551;
5. Пульт управления DLP проектором;
6. Блоки электроники:
- Arduino Mega 2560;
- CNC Driver;
7. Блок питания 20В для ШД;
8. Кабель USB (компьютер - Arduino);
9. Светозащитный короб;
10. Крепеж.
Гарантия
На собранный КИТ - 1 год
Срок исполнения заявок на принтер 30 рабочих дней.
В поставку входит:
3D принтер DLP SLA
2.1 кг фотополимера;
3.
5.Диск к проектору
6.-накопитель с программным обеспечением;
7.Кабель --- длиной 3м
8.Соединительный кабель
9.Соединительный кабель
10.Кабель питания
11.Пульт управления проектором
12.Набор шестигранных ключей
13.Шпатель стальной
14.Техническое описание и инструкция по эксплуатации
3 шт. подложек с антиадгезивным покрытием в кювету, которые являются расходным материалом.
Замена подложек осуществляется после 30-50 построений. Приобрести их можно у нас дополнительно по цене 700руб.
Используемые фотополимеры:
3DInk -- http://www.buy3dink.com/
MakerJuice -- http://makerjuice.com/product/subgplus/ (список региональных дилеров -- на главной странице сайта)
kevvox wax-lc200
Дилеры полимеров B9Creator -- в Испании: http://redresins.com/59-b9creator
в Англии: http://www.shop.esotechnic.co.uk/resin-10-c.asp
в Индии:http://www.zlab3d.com/shop/
FunToDo -- http://www.printers3d.ru/index.php?com=autoshop&elemId=149#mcom (дилер в России)
Выращиваемые модели служат моделями для прямого литья по выжигаемой модели. Вкратце описываем технологию:
1. С помощью воскового шнура готовится литниковая система.
2. Модель с закрепленными на ней литниками и выпорами подвешивается в опоке.
3. Опока с подвешенной моделью заливается формовочной смесью.
4. Опока трясется на вибростоле.
5. Опока вакуумируется.
6. По окончании отверждения формовочной смеси опока прокаливается в печи -- прожиг проводится при температуре ~700 гр. Цельсия. Время прожига -- около двух часов.
7. В тигель плавильной печи загружается металл.
8. Горячая опока устанавливается в вакуумный стакан.
9. В горячуюю опоку заливается расплавленный металл.
10. Опока с металлом вакуумируется.
11. После застывания металла (когда металл прекращает светиться) опока с отливкой помещается в воду.
12. Отливка извлекается из опоки, очищается от остатков формовочной смеси (мы используем ультразвук), далее обрабатывается.
Для литья мы используем латунь или бронзу. Т плавления около 1100-1200 С.
То есть, фотополимер выжигается не металлом, а выжигается из формы перед заливкой металла.
Присоединяйтесь!
 |
.png) |
 |
.png) |
 |
.png) |
 |
.png) |
Copyright © 2012-2023 «3dcorp.ru» Все права защищены.
 Карта сайта #3dcorpru
Карта сайта #3dcorpru